一、PLA(聚乳酸)吹膜工艺
PLA薄膜不仅具有全生物降解性、无毒性和良好的生物相容性,而且具有普通塑料薄膜所达不到的高强度、高模量、高透明度和良好的透气性能,所以聚乳酸薄膜越发受到社会的重视,但是由于PLA熔体强度低,不能吹塑成膜或成膜困难;韧性差、常温下呈脆性;结晶度低、耐热性差等这些缺陷,导致其无法满足薄膜的使用要求。

针对PLA这三大缺陷,通过扩链改性来提高熔体强度,进而提高其成膜性;通过增韧改性来提高其柔韧性,进而成功制备柔韧性较好吹塑薄膜;通过滑石粉(Talc)共混改性来提高其结晶度及耐热性。吹塑薄膜成膜需要较大的烙体强度,应选择流动性差即熔体流动速率低的PLA。

PBSA也是全生物降解型热塑性脂肪族聚醋,其具有良好的柔韧性、髙的耐冲击性和可加工性。将PLA和PBSA共混,理论上两种聚合物可在力学性能上互补,得到综合性能优异的生物降解高分子材料。利用PEG做为増塑剂提高PLA薄膜的柔韧性。
1.工艺一:一步法挤出吹膜成型工艺
先将PLA干燥,然后将PLA树脂、扩链剂和増韧剂等混合均匀,直接加入到单螺杆挤出机中完成熔融和混合,并由机头口模挤出吹塑成膜。这样缩短了生产周期,节约了生产成本。

由下图可知,吹膜膜泡有明显未熔融的树脂颗粒,且极易发生破裂,使得膜泡无法成功吹胀。这是因为单螺杆剪切混合作用弱,会造成共混物爆融混合不均。
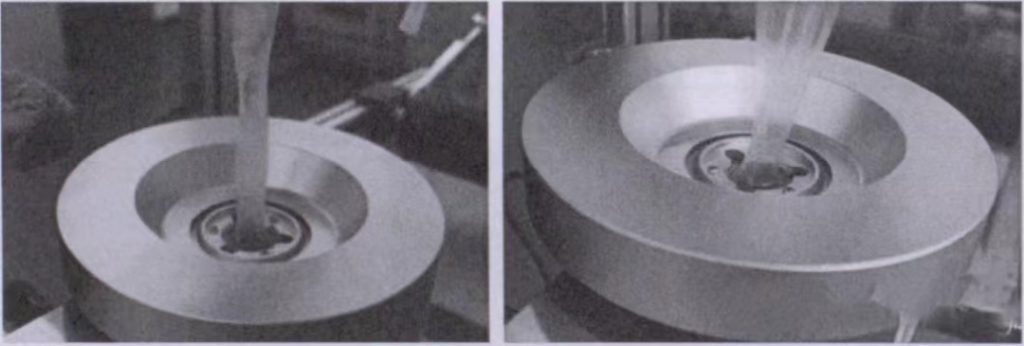
所以,制品表面有未炼融的树脂颗粒,因而无法成功挤出吹塑成膜,故一步法成型工艺不合理,需要用两步法挤出工艺的吹塑薄膜。
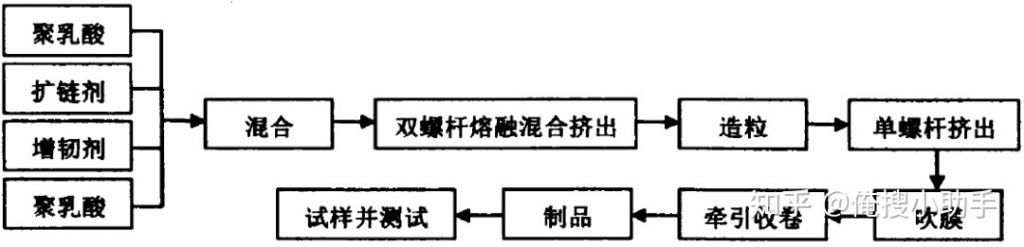
2.工艺二:两步法挤出吹膜成型工艺
以PET瓶成型为例,说明一步法与二步法各自的优点和缺点。
(1)一步法的优点。
①投资成本少,所有工序都可在一台机器中完成。
②如果生产同样形状而容量不同的容器,转换生产相对容易,适于相对小批量的生产。
③瓶子表面缺陷少。
④型坯所经受的热历程较短,有利于热敏性塑料的生产。
(2)—步法的缺点。
①不能分开优化注射成型或吹塑成型的加工过程,因为这两种成型工艺在一步法中是相互依存的。
②型坯制成后就必须吹制,不吹瓶就不能生产型坯;企业要有较大的储存瓶的能力。
③所生产的瓶的瓶壁相对较厚。
④当某系统的装置有故障时,总产量也下降。
⑤操作人员必须同时懂得注射和吹塑的工艺技术,员工培训要求髙。
(3)二步法的优点。
① 瓶的生产成本低。
② 型坯生产和拉伸吹塑分别进行,实现成型工艺条件的最佳化。
③ 可集中进行型坯生产,再输送到不同的拉伸吹塑点,型坯可自已使用,也可对外销售,产量高,适于大批量瓶的生产。
④ 因为两个工艺过程是分开进行的,便于设备故障的排除,一个过程的故障不会影响另一个过程的生产,设备的操作和维修较容易。
⑤瓶的质量轻,能抗静电和防灰尘。
(4)二步法的缺点。
① 投资成本较髙。
② 瓶的表面缺陷会比一步法多些。
③ 由于型坯需进行再加热处理,型坯的受热不均匀,会限制一些造型的瓶的生产。
综上所述,从经济角度分析,若进行大批量(同一造型的瓶,超过700万~900万只)生产,安装二步法生产线会更合算。

广州市哈尔技术有限公司致力于研发和制造小型实验用塑料加工成型设备,我司为客户提供全面的技术咨询、提供完善的解决方案和实验室建设企划。
本司的实验室塑机产品功能齐备,操作简易、扩展方便,可应用于配方研发、工艺优化、质量控制、创新研究、设计指导、技工和学生培训等用途,适合于专业院校从事高分子材料(塑料、橡胶)的研究、塑料加工业企业的产品研发或生产部门的质量控制,以及专业学校的技术培训等用途。